Výroba repliky táhla kulisy pro parní lokomotivu
Z důvodu obnovení provozuschopnosti lokomotivy číslo 464 053, která se nachází v depozitáři Národního technického muzea v Chomutově, byli požádáni o pomoc s výrobou táhla kulisy odborníci z Ústavu strojírenské technologie, skupiny tváření. Lokomotiva „Ušatá“ řady 464 byla vyráběna v závodech ČKD Praha v letech 1933–1940.
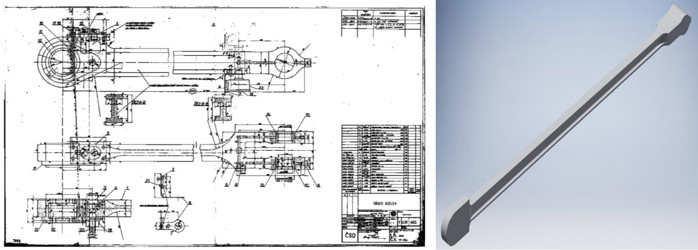
Podle dohledaného výkresu byl zhotoven model výkovku a stanoven technologický postup kování táhla kulisy. Táhlo kulisy je tvořeno zužující se centrální tyčí I profilu proměnného průřezu, která je zakončena na jedné straně okem, ve kterém je dutina na olej pro mazání ložiska, a na druhé straně tyče vidlicí pro čep.
 Vzhledem k finanční náročnosti pro výrobu zápustky, byl zvolen postup volného kování. Návrh technologického postupu
i kování táhla bylo realizováno Ústavem strojírenské technologie, Fakulty strojní ČVUT v Praze.
Vzhledem k finanční náročnosti pro výrobu zápustky, byl zvolen postup volného kování. Návrh technologického postupu
i kování táhla bylo realizováno Ústavem strojírenské technologie, Fakulty strojní ČVUT v Praze.

Technologické a materiálové požadavky
Tvářecí kovadla byla navržena s ohledem na malý výkon tvářecího stroje. Kovací plocha je navržena jako válcová plocha, která umožní vytvořit větší přetvárný tlak než kovadla rovná a ovlivní směr toku materiálu. Vzhledem k požadavkům na mechanické vlastnosti dílu byla vybrána vhodná materiálová jakost 15142, určená k zušlechtění.
 Na základě počítačového modelu byl určen požadovaný objem materiálu, Vtáhlo = 0,00334 m3. Tento objem byl zvětšen
o přídavek na obrábění a na opal. Celkový objem požadovaného polotovaru je Vpol = 0,00554 m3.
Na základě počítačového modelu byl určen požadovaný objem materiálu, Vtáhlo = 0,00334 m3. Tento objem byl zvětšen
o přídavek na obrábění a na opal. Celkový objem požadovaného polotovaru je Vpol = 0,00554 m3.
Souhrnné parametry vztahující se k polotovaru • KR 120×490 – ČSN EN 10060 • Materiálová jakost: 15 142 • C:0,38-0,45%; Mn:0,5-0,8%; Si:0,17-0,37%; Cr:0,9-1,2%; Mo:0,15-0,3% • Vhodná pro povrchové kalení a zušlechťování, použití pro namáhané strojní součásti s požadavkem na vysokou houževnatost a pevnost • Hmotnost polotovaru: 43,5 kg
Technologický postup kování
- Dělení materiálu
- Předkování profilu – operace prodlužování
- Osazení hlav
- Kování profilu
- Prokování drážky
- Rovnání + kalibrování výšky I profilu
- Výstupní kontrola
Použité stroje a zařízení
Buchar pružinový Ajax (1953): Váha beranu 70 kg, zdvih 220 mm, 225 zdvihů/min, vhodný pro kování hranolu o straně
a = 60 mm. Buchar byl opatřen tvarovými kovadly pro kování I profilu výstředníkové tyče.

Kompresorový buchar (1963): Energie úderu 63 kJ, zdvih beranu 315 mm, 205 zdvihů/min. Pro kování byla použita rovná kovadla. Stroj byl použit pro rovnání táhla, kalibraci výšky I profilu a předkování drážky
Hydraulický lis CBJ 500: Síla 500 tun, průchod mezi stojany 1020 mm, pracovní plocha 1000×1000 mm. Lis byl opatřen rovnými
kovadly o rozměrech 150×100 mm Stroj byl používán pro hlavní kovací operace (osazování, prosazování, prodlužování,
předkování drážky).

Průchozí plynová pec s injektorovými hořáky na propan-butan o výkonu 60 kW, opatřena 12 hořáky a 1500×400 mm velkou
nístějí. Plynová pec byla použita ve většině operací, kde bylo zapotřebí ohřát tyče v celé délce.
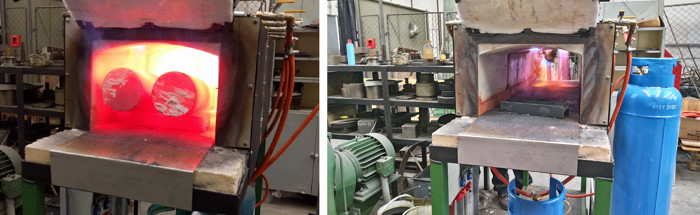
Kovářská výheň pro dohřívání materiálu při kování I profilu.
Obrábění a následnou montáž zajistila společnost ZABABA, s.r.o.

